よくあるご質問
高周波焼入れ
高周波焼入れの特徴は何ですか?
加熱コイルを使用する事で部分的な表面硬化処理が可能です。
また高周波焼入れを行った部位では表面圧縮残留応力が高くなり優れた耐摩耗性、疲れ強さが得られます。
高周波焼入れで鉄鋼材料は、どれくらい硬くなりますか?
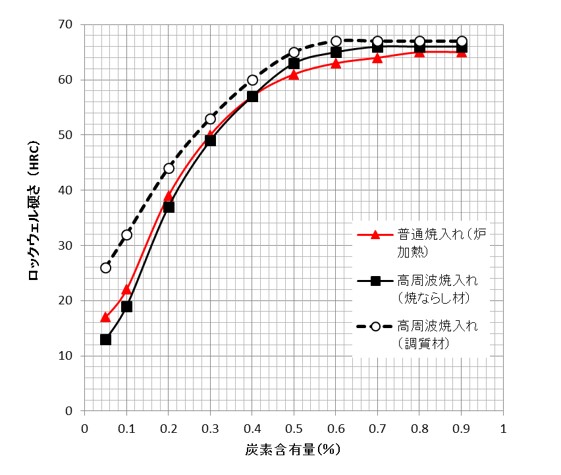
炭素含有量による高周波焼入硬さの比較
高周波焼入れによって得られる鉄鋼材料の最高表面硬さは、材料に含有している炭素の量によって異なります。
また、焼入れ時の冷却方法、焼戻し温度により硬さを調整することが可能です。
硬化層はどれぐらい深く入りますか?
高周波焼入れによって得られる硬化層の最大深さは表面から8.0mm程度です。
製品の仕様に対し、設備の周波数、加熱時間および冷却方法により硬化層の深さを調整する事が可能です。
高周波焼入れをする製品の形状において注意する点はありますか?
製品の穴部、キー溝、段付部、鋭角部および肉厚の急変部は、電流の表皮効果によって局部的に電流が集中しオーバーヒート(過熱)を起こしやすく、製品の溶解および焼割れの原因になります。
穴部や鋭角部は面取り加工をしていただいたり、段付部にはR加工を付けることで対策できます。
単品の処理は可能ですか?
単品の処理につきましては、対応可能です。
ただし、弊社で所有している汎用コイルで対応出来ない製品は、専用のコイルを製作する必要があり費用、納期等のご相談をさせていただく場合があります。
プラズマ窒化・ラジカル窒化
処理温度はどれくらいですか?
製品の材質や仕様に合わせて、処理温度は400~590℃の範囲で設定しております。
材質がベアリング鋼やSUS440C等の低温焼き戻し材は素材の硬度低下が発生します。
非鉄金属(アルミ・チタンなど)は窒化できますか?
非金属 アルミニウム、銅、真鍮などの窒化処理はできません。チタンおよびチタン合金の窒化処理の実績があります。ご相談下さい。
窒化処理をする製品について注意点はありますか?
鍍金、黒皮およびホモ処理をされた製品については窒化ムラを起こしたり、アーキング(放電キズ)が発生する要因になります。
また製品に、焼きばめ、溶接、巣などがある場合、加熱をする事により製品内部からガスが発生し窒化処理を阻害します。
事前にご相談下さい。
窒化処理による変形はどれくらいですか?
窒化処理により製品が膨張し変形する場合、窒化層深さの3~5%程度(ミクロン台)の容積増加を伴います。
また、ステンレスの場合、通常の鉄鋼材料の容積増加と比較して2倍程度増加します。
窒化処理によって表面粗さはどの程度変化しますか?
 プラズマ窒化は他の窒化処理と比較して非常に表面が綺麗に仕上り、ラジカル窒化では更に仕上りが改善されます。
プラズマ窒化は他の窒化処理と比較して非常に表面が綺麗に仕上り、ラジカル窒化では更に仕上りが改善されます。
各処理の比較の一例を示します。
セラミックコーティング
処理温度はどれくらいですか?
400~500℃の範囲で処理をしております。
めっき等の被膜の上にコーティングは可能ですか?
コーティングをする製品にあらかじめ、鍍金、ホモ処理等が施されている場合、コーティング被膜の密着性は保証することはできません(亜鉛メッキなどの低融点のメッキには処理できません)。
複合処理の際、窒化処理後どの程度の表面仕上げでいいですか?
一般的な窒化処理であれば表層に形成されている化合物層の除去を行い、0.4S以下に仕上げる事が理想です。
ラジカル窒化の場合、化合物層を除去する必要がないため、仕上げ作業が容易にできます。
製品内径部のコーティングは可能ですか?
製品の内径部にコーティングが必要な場合、奥まった部分が非常に成膜されづらくなります。
内径部のコーティング範囲の目安として内径と同じ長さ分だけ深さ方向に成膜可能範囲としております。
※内径:深さ=1:1の関係です。
コーティング被膜を剥がすことはできますか?
セラミックコーティングによるコーティング被膜は、専用の溶剤に浸漬させて除膜をする事が可能です。
ただし、除膜する製品にコバルトやチタン等が含有されている場合、製品自体にダメージが生じるため除膜することはできません。(ショットブラスト等の物理的な方法で除膜することも可能です。)
|HOMEに戻る|

